After a fitting and valve are installed on the line, a hot tapping device drills into the pipe. The compartment fills, air is released and the valve is closed off.
The hole saw is advanced through the valve, to the pipe. The machine is engaged and the cut begins. When the cut is finished, the machine is disengaged and retracted beyond the gate of the valve. The valve is closed and the machine is removed.

Hot tapping is the method of making a connection to existing piping or pressure vessels without the interruption of emptying that section of pipe or vessel. This means that a pipe or tank can continue to be in operation whilst maintenance or modifications are being done to it.
Hot Taps can be performed on most any type of pipe, ranging from carbon steel to PVC. Taps are done on lines containing water, oil, gases, fuels, steam, and many other chemicals. Pressures up to 1440 psig at 100°C can be Hot Tapped safely with no interruption of service.

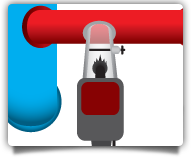
Saddle or weld nozzle installed, valve installed, assembly pressure tested and tapping machine attached.
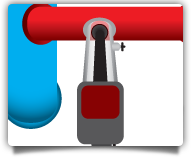
Valve opened, hot tap completed, coupon or cut portion retained by latches on pilot drill. Pressure is contained within tapping machine.
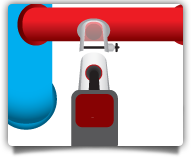
Cutter and coupon retracted and valve closed. Fluid is drained and tapping machine removed. The tapped valve is now ready for the contractors tie-in or IFT line stopping equipment to be inserted.